El fresado y el grabado de los materiales suaves en la impresora 3D SkyOne
La impresora 3D SkyOne, además de su función de la impresión, tiene función de CNC-fresadora. Para realizar esta función hay que obtener el conjunto de la fresadora y grabadora.
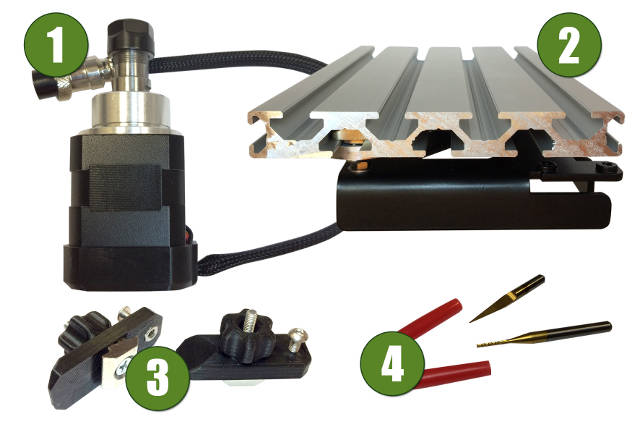
La lista de equipo
- Vástago. Su fundamento es el motor sin compresor del corriente constante, con la potencia 53Vatios. La velocidad de rotación del rotor: 4000 giros/min. La abrazadera de herramienta cortante - mandril de expansión ER11.
- La cama para la fijación de preformas. Está hecho de aluminio. Su dimensiones 190 х 120 mm. Para la fijación de los preformas se utiliza paz-T de 8 mm.
- El dispositivo de presión. Dos sujetadores del plástico, para la fijación de los preformas a la mesa con ayuda de paz-T. En el conjunto hay chapas de prisión, tornillerías.
- Las fresas. Dos fresas, una es cónica y otra es cilíndrica.
La preparación para la grabado
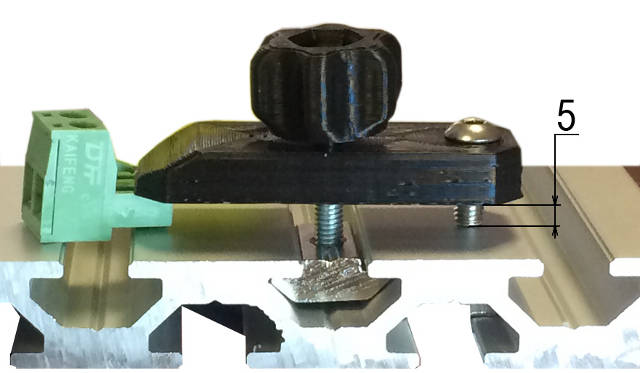
Para empezar, hay que elegir que vamos a hacer: la imagen y el material en el cual haremos esta imagen. Hay que tener en cuenta que el objeto al cual haremos imagen no puede ser abocelado y más de 5 mm. En otro caso, necesitaremos otros tornillerías. Y en el caso, si es más de 10 mm, también, necesitaremos otros mecanismos.
Otra cosa muy importante es que el plano del elemento tiene que ser paralelo al pleno de la cama, si no la hondura de grabado será distinta.
Como un "ejemplo" elegimos la chapa de poliuretano espumoso, y la imagen elegimos el logotipo SkyOne.
El grabado vamos a producir con el apoyo del programa de la impresión 3D Repetier-Host, porque este programa “entiende” claramente los codos-G. Utilizaremos exactamente ellos, porque necesitamos hacer de la imagen de pixeles a los señales entendidos para la impresora.
Para la renovación de la imagen a los codos-G se utilizan programas especiales, como: SolidCAM, ArtCAM o el programa gratis jscut.org. Se puede instalar al ordenador y utilizar Offline.
JSCUT funciona solo con los archivos que tienen la ampliación *.SVG, es decir, nuestro logotipo que está guardado en trama, hay que convertirle al svg.
Para la corrección de la imagen gráfica vamos a utilizar el programa gratis Inkscape. Se puede instalarla desde la página web oficial inkscape.org, para plataformas como: Linux, Windows и MacOS X.
La redacción de la imagen
Utilizando la importación del archivo (Archivo > Importar), añadimos a la lista de trabajo la imagen necesitada al programa Inkscape. Todas las configuraciones de la importación de trama dejamos por forma predeterminada. Luego en la imagen importada pulsamos el botón derecho de la ratón y elegimos la señal "vectorización de trama". Los parámetros de la vectorización se eligen según el lugar, dependiendo de la concentrabilidad de imagen principal. Porque nuestro logotipo es de blanco-negro, todos los parámetros se dejan por forma predeterminada.

Pulsamos “Ok” y después de la elaboración cerramos la pestaña del trazado. Eliminamos el objeto de rastro y dejamos solo el objeto vectorial. Este último tiene los limites más suaves. Guardamos el archivo vectorial en .SVG, en el portador local.
Vamos a la página web jscut.org jscut.org y pulsamos "Launch!"
En la barra de herramientas pulsamos "Open SVG" y cargamos el archivo vectorial que guardábamos anteriormente, pulsando "Local".
Pulsamos a la imagen con botón izquierda para que se subraye (en el color azul). Hacemos la configuración de los parámetros de grabado.
La configuración de los parámetros JSCUT
- La cantidad de los pixeles por 1 pulgada, lo dejamos por forma predeterminada – 96 px pre inch, porque la imagen fue preparada en Inkscape.
- Tabs – ensanchamiento de lineamiento, no lo utilizaremos.
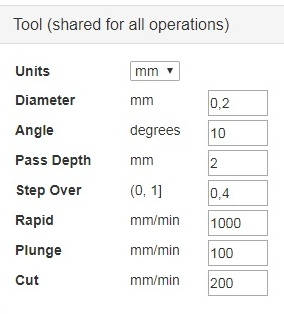
- Tool – los parámetros de cada instrumento.
- Units (sistema de medición) – elegimos el sistema de medición matemática – mm.
- Diameter (el diámetro del instrumento de la parte cortante) – elegimos el diámetro mínimo, por ejemplo 0.2 mm, porque utilizaremos la fresa cónica.
- Angle (el ángulo de afilamiento del instrumento cortante) – 10 grados.
- Pass Depth (la hondura de carrejo) – la hondura por el eje Z. Utiliza el parámetro mínimo si elaboras el material duro. Ponemos 2mm, porque nuestro material es suave.
- Step Over (amplitud de removimiento del carrejo siguiente relevante al posterior) – en el caso de disminuyente, el tiempo de elaboración se crece – 0.4 mm.
- Rapid (la velocidad del instrumento con funcionamiento en vacío) – 1000 mm/min.
- Plunge (la velocidad por el eje Z en el tiempo de aserrado) – 100 mm/min.
- Cut (la velocidad en el momento de aserrado)
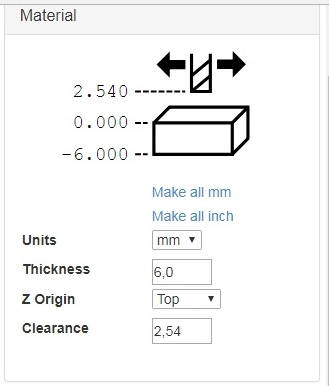
- Material – parámetros del material de la elaboración
- Units (sistema de medición) – elegimos el sistema de medición matemática – mm
- Thickness (gordura del material) – 6 mm
- Z Origin (la posición 0 del eje Z) – Top (parte de arriba del material)
- Clearance (altura del ascenso de instrumento cortante Z Origin) – 2.54 mm
- Curve To Line Conversion (La transformación de la curva a línea)
- Minimum segments (la cantidad mínima de los segmentos de línea para la transformación de la curva) - 1
- Minimum segments Length, mm (longitud mínima del segmento) – 0.254 mm
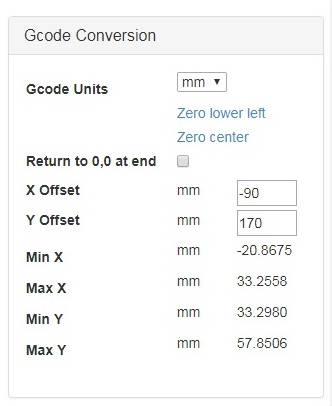
- Gcode Conversions (parámetros de la transformación de codes-G). Los coordinados de lugar cual va a elaborarse, por ejes X y Y. Los parámetros del cambio de la posición para grabado en el centro son: X Offset (cambio de la posición): -90 mm y Y Offset: 170 mm
Después de la formación de las configuraciones pulsamos Create Operations. En la pestaña Operations aparece la elección del modo de la elaboración (Pocket, Inside, Outside, Engrave и V Pocket) y la pestaña del cambio de los parámetros de hondura de aserrado (elaboración) Deep.
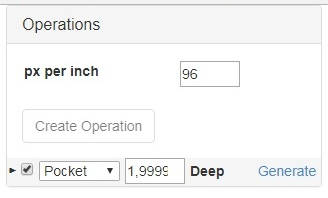
Para la generación de codes-G, hay que pulsar "Generate" y esperar.
Modos de la elaboración
- Pocket – graba las fronteras y embebido (la figura total)
- Inside – graba solo las fronteras. Los bordes de fresa no salen de limitaciones de las fronteras de la imagen.
- Outside – graba solo las fronteras. Los bordes de fresa no salen de limitaciones de las fronteras de la imagen. La imagen se engrosa por el diámetro de la fresa.
- Engrave – graba la frontera. El centro de la fresa pasa por las líneas de la frontera.
- V Pocket – graba la frontera con las honduras distintas de aserrado. Sólo para las fresas que tienen afilamiento cónico.
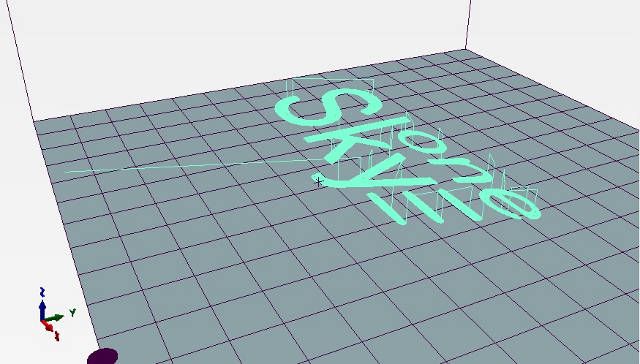
Se puede mirar el ejemplo pulsando a "Simulate GCODE", será una imagen así:

Guardamos el código obtenido en el ordenador – Save GCODE y le abrimos en la aplicación para la impresión 3D – Repetier-Host.
El ajustamiento de la impresora
¡IMPORTANTE! Por la diferencia de la gordura la capa para la impresión y grabado, la gordura del material que estamos elaborando y sus dimensiones del instrumento cortante (longitud), antes de empezar trabajar hay que poner el concepto nuevo con la posición del eje Z cera.
- Encendemos la impresora. Instalamos la conexión en Repetier Host.
- Cargamos los codes-G que obteníamos antes.
- Abrimos la pestaña “Gestión”. Hay que estar seguro de que hay nada que puede dificultar el movimiento de la fresa y vástago.
- Ponemos en marcha el motor de la fresa. Pulsamos al botón de embrague de la extrusora. La temperatura en máximum.
- Removemos la cama y la cabeza de la impresora a la distancia de seguridad. Para eso ponemos “G1 Z50” donde pone “G-CODE”. Si la cabeza es más de 6-10 mm, la amplitud del eje Z tiene que ser más grande.
- Removemos el instrumento por el eje “Y” a 30-40 mm adelante para que el centro de fresa estará justo por encima del objeto que vamos a elaborar. G1 Y40.
- Empezamos subir la mesa hasta que la fresa se conecta un poco con la superficie del objeto. Por torno ponemos órdenes de eje Z: G1 Z39, G1 Z38 y etc.
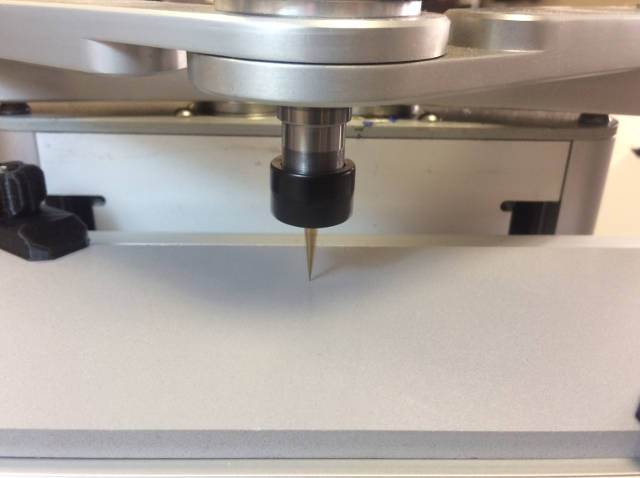
- Cuando superficie se conecta con la fresa un poco, en mi caso era 31.8 mm. Ponemos el orden G92 Z0 (la posición cera para "Z").
- Empezamos la impresión y esperamos que se termine.
El proceso de la elaboración:

El resultado final:
